

Биринчи кадам: Буюмдун 2D жана 3D чиймелерин талдап, өздөштүрүңүз жана долбоордун долбоорун орнотуңузПВХ түтүктөрүн орнотуучу калып.Мазмуну төмөнкү аспектилерди камтыйт:
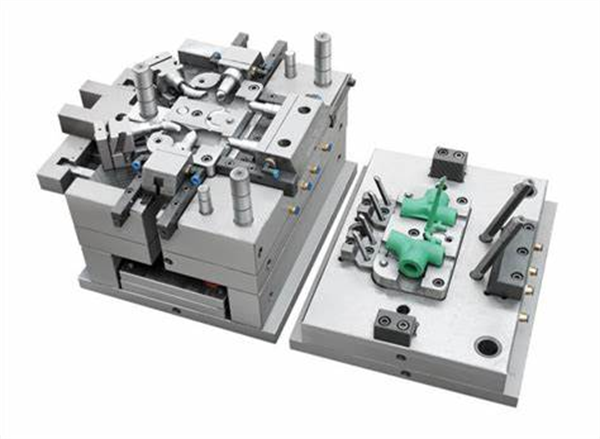
1. Буюмдун геометриялык формасы.(Tee PVC түтүк көк, swrтүтүк калып)
2. Продукттун өлчөмдөрү, толеранттуулуктары жана дизайн эталондору.
3. Продукциянын техникалык талаптары (катуулугу, пластмассалануу даражасы ж.б., кээде буюмду кайра иштетүү каралышы керек)
4. Продукцияда колдонулган пластиктин аталышы, кичирейүүсү жана түсү.(Мисалы,ПВХ түтүктөрүн орнотуучу калыпжанаUPVC, CPVC түтүктөрдү орнотуучу калыпдизайнда ар кандай калып материалдарын колдонуу)
5. Буюмдун беттик талаптары.
2-кадам: инжектордук машинанын моделин аныктоо.
Инжектордук машинанын спецификациясы негизинен пластикалык буюмдун көлөмүнө жана өндүрүштүк партияга негизделген.Инжектордук машинаны тандоодо конструктор негизинен анын пластификациялоо ылдамдыгын, инъекциянын көлөмүн, кысуу күчүн, орнотуу формасынын эффективдүү аянтын (инжекциялык машинанын галстук таяктарынын ортосундагы аралыкты), модулду, чыгаруу формасын жана чыгаруунун узундугун карайт.
Эгерде кардар колдонулган инжектордук машинанын моделин же спецификациясын көрсөтсө, конструктор анын параметрлерин текшерүүгө милдеттүү.Мисалы, эгерде кардар инжектордук формалоочу машинанын галстук таякчаларынын ички аралыкты 680*680мм деп тандаса, өлчөмүПВХ түтүктөрүн орнотуучу калыпбул диапазондон аша албайт, антпесе алмаштыруу кардар менен талкууланышы керек.
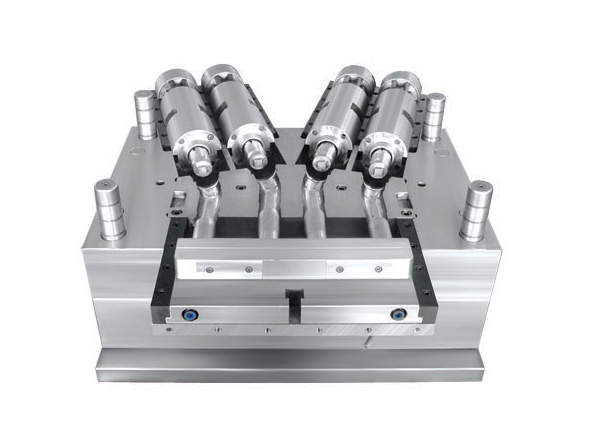
Үчүнчү кадам: көңдөйлөрдүн санын аныктооПВХ түтүктөрүн орнотуучу калыпжана көңдөйлөрдү жайгаштыруу Көк көңдөйлөрдүн санын аныктоо негизинен түтүктүн болжолдонгон аянтына, геометриялык формасына (каптал өзөгүн тартуу менен же тартпай), продукциянын тактыгына, партиянын өлчөмүнө жана экономикалык пайдасына негизделет.Көңдөйлөрдүн саны негизинен төмөнкү факторлордун негизинде аныкталат:
1. Продукциянын өндүрүш партиясы (айлык же жылдык партия).
2. продукт каптал өзөгүн жулуп жана анын дарылоо ыкмасы барбы.
3. Калыптын сырткы өлчөмдөрү жана инжектордук машинага орнотулган калыптын эффективдүү аянты (же инъекциялык машинанын тартма таяктарынын ортосундагы аралык).
4. Продукт салмагы жана сайынуу машинанын сайынуу көлөмү.
5. Продукциянын болжолдонгон аянты жана кысуу күчү.
6. Продукттун тактыгы.
7. Продукциянын түсү.
8. Экономикалык пайда (формалардын ар бир комплектинин өндүрүштүк наркы).
Көңдөйлөрдүн саны аныкталгандан кийин көңдөйлөрдү жайгаштыруу жана көңдөйлөрдүн жайгашуу схемасы жүргүзүлөт.Көңдөйдүн жайгашуусу калыптын өлчөмүн, дарбаза системасынын дизайнын, дарбазалык системанын балансын, өзөктү тартуу (сыдыргыч) механизминин дизайнын, кыстарма өзөктүн дизайнын жана ысык күлүктүн дизайнын камтыйт. системасы.Жогорудагы көйгөйлөр бөлүүчү бетти жана дарбазанын абалын тандоого байланыштуу, ошондуктан конкреттүү долбоорлоо процессинде, керектүү оңдоолорду киргизүү керек.ПВХ түтүктөрүн орнотуучу калыпэң кемчиликсиз дизайнга жетүү үчүн талап кылынат.
Жогорудагы 3 кадам аркылуу, PVC түтүк арматурасынын баасын, тиешелүү өндүрүш планын жана узак мөөнөттүү экономикалык пайданы болжолдуу түрдө эсептөөгө болот.Көк өндүрүүчүлөрдү тандоо жана андан кийинки өндүрүштү пландаштыруу үчүн эффективдүү пландаштыруу жана өз убагында оңдоолор жүргүзүлүшү мүмкүн.Longxin Mold долбоорлоого жана өндүрүүгө багытталганPVC түтүк калыптары.Эгерде сиз чоор калыптарынын ишенимдүү жеткирүүчүсүн издеп жатсаңыз, дароо биз менен байланышыңыз.Longxin Mold кесиптик сатуу командасы мүмкүн болушунча тезирээк сиз менен байланышат.
Посттун убактысы: 11-август-2021